

Maszyny do łączenia na mikrowczepy
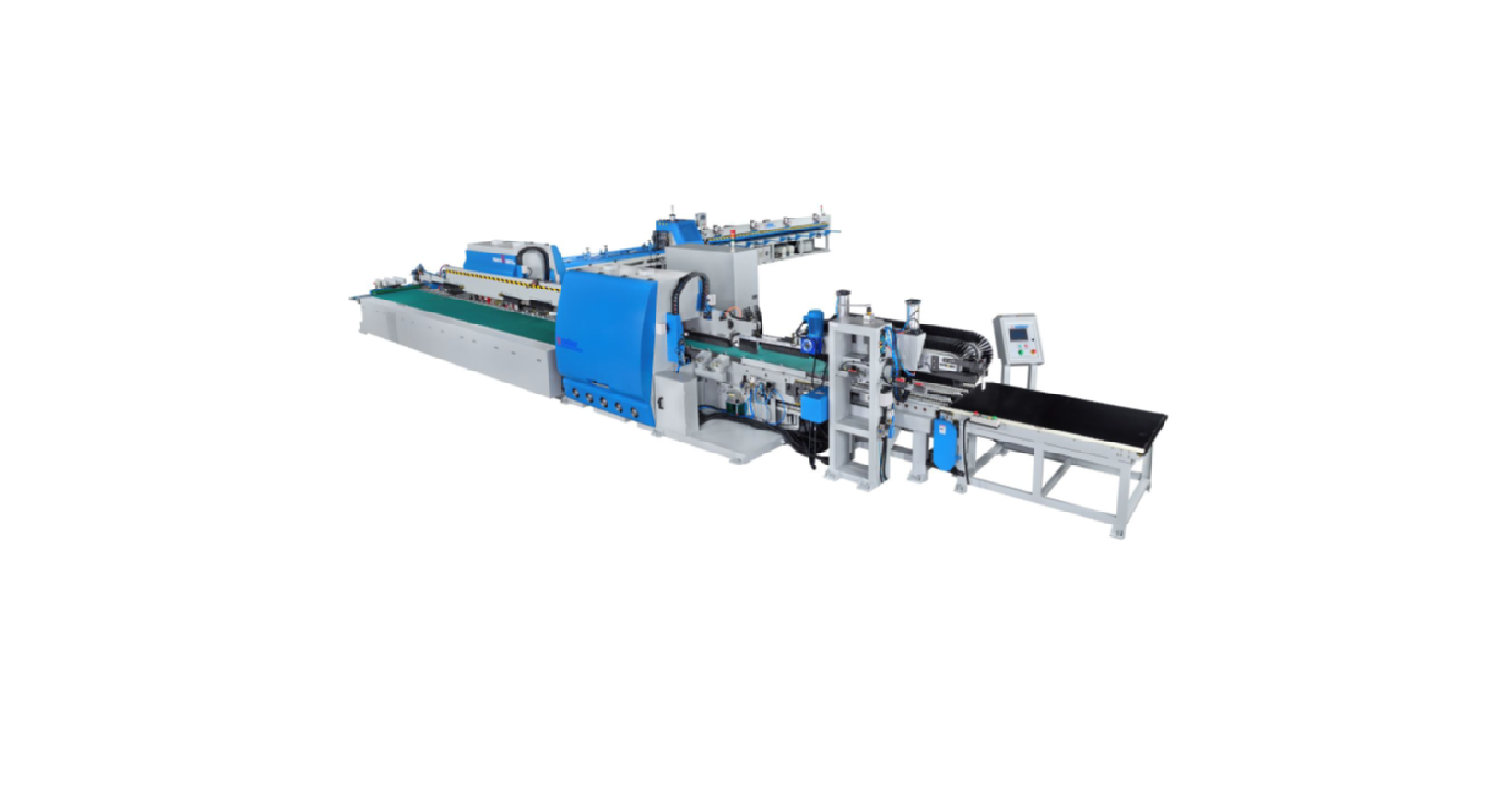
HolzTech Automatyczna linia do łączenia na mikrowczepy na płasko KZA 150.


Maszyny do łączenia na mikrowczepy
1600000
zł
netto
390.000,00 €
* Podane ceny to ceny netto, wystawiamy fakturę VAT
Finansujemy zakup przy współpracy z:




Konserwacja i czyszczenie zgodnie z instrukcją obsługi.
Zasilanie elektryczne szafy sterowniczej
Napięcie stałe (odchylenia napięcia maks.: 5%) Zakres temperatur dla sterowania komputerowego nieprzekraczający 35°C
65% Maksymalna wilgotność względna powietrza dla komputera systemu sterowania 65%
System odprowadzania pyłu: (V=30M/S przy niskim ciśnieniu 12M BAR)
Podłączenie sprężonego powietrza do urządzeń zakładu: 7~8 KG/CM2 – 8BAR
Kabel, wąż zbiorczy
Olej hydrauliczny AW68
Wykwalifikowany personel obsługujący i konserwujący
Kontrola hałasu
Oświetlone miejsce pracy
Materiały eksploatacyjne FAH należy regularnie wymieniać. W przeciwnym razie spowoduje to niestabilność połączeń palcowych drewna i obniżenie jakości.
Kabel komputerowy, jeśli maszyna jest wyposażona w system monitorowania
Całkowite zapotrzebowanie na energię elektryczną: 131 KW, 174,1 KM
Wymagana sprężarka: 30 KM + ZBIORNIK POWIETRZA 100 LITRÓW
Czas pracy 480: MIN/ZMIANA
Długość palców: WYKONANE NA ZAMÓWIENIE
Średnia długość podawania na linii łączenia palców 500 MM
Średni przekrój drewna 25*50 MM
Liczba elementów drewnianych na stole frezarki (palec poziomy) 110-130 SZT/MIN
Wydajność prasy 10 ELEMENTÓW ROBOCZYCH/MIN
Podane dane dotyczą maksymalnej wydajności przy cięciu jednoczęściowym, wydajność ulega zmianie w przypadku cięcia wieloczęściowego.**
Długość prasowania: 6,2 metra
Współczynnik wykorzystania 80%
Dane techniczne linii produkcyjnej:
Długość obrabianego drewna (min.-maks.) L = 150 mm ~ 900 mm
Długość obrabianego drewna musi być co najmniej o 50% większa niż szerokość obrabianego drewna.
Grubość obrabianego drewna T = 15 mm ~ 60 mm
Szerokość obrabianego drewna W = 25 mm ~ 150 mm
Długość wyjściowa drewna L = 3100 mm ~ 6200 mm
W przypadku rozmiarów poniżej 3100 mm wymagane jest zastosowanie wielu wyjść.
Rodzaj kleju: PVAC
Wilgotność drewna 8 ~ 12 %
Wymagania dotyczące jakości drewna
Drewno musi być obrobione na czterostronnej frezarce (tolerancja: ±0,05 mm) i mieć kąt prosty 90 stopni, cztery boki muszą być gładkie i proste.
Konserwacja i czyszczenie zgodnie z instrukcją obsługi.
Zasilanie elektryczne szafy sterowniczej
Napięcie stałe (odchylenia napięcia maks.: 5%) Zakres temperatur dla sterowania komputerowego nieprzekraczający 35°C
65% Maksymalna wilgotność względna powietrza dla komputera systemu sterowania 65%
System odprowadzania pyłu: (V=30M/S przy niskim ciśnieniu 12M BAR)
Podłączenie sprężonego powietrza do urządzeń zakładu: 7~8 KG/CM2 – 8BAR
Kabel, wąż zbiorczy
Olej hydrauliczny AW68
Wykwalifikowany personel obsługujący i konserwujący
Kontrola hałasu
Oświetlone miejsce pracy
Materiały eksploatacyjne FAH należy regularnie wymieniać. W przeciwnym razie spowoduje to niestabilność połączeń palcowych drewna i obniżenie jakości.
Kabel komputerowy, jeśli maszyna jest wyposażona w system monitorowania
Całkowite zapotrzebowanie na energię elektryczną: 131 KW, 174,1 KM
Wymagana sprężarka: 30 KM + ZBIORNIK POWIETRZA 100 LITRÓW
Czas pracy 480: MIN/ZMIANA
Długość palców: WYKONANE NA ZAMÓWIENIE
Średnia długość podawania na linii łączenia palców 500 MM
Średni przekrój drewna 25*50 MM
Liczba elementów drewnianych na stole frezarki (palec poziomy) 110-130 SZT/MIN
Wydajność prasy 10 ELEMENTÓW ROBOCZYCH/MIN
Podane dane dotyczą maksymalnej wydajności przy cięciu jednoczęściowym, wydajność ulega zmianie w przypadku cięcia wieloczęściowego.**
Długość prasowania: 6,2 metra
Współczynnik wykorzystania 80%
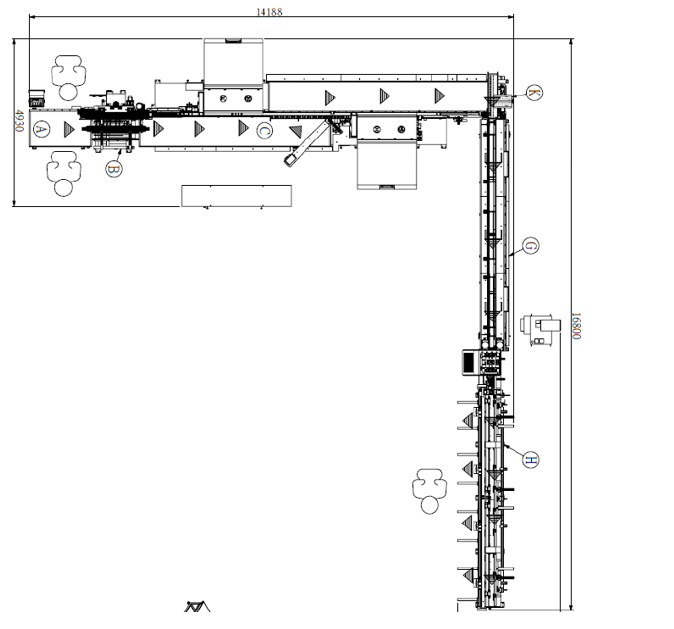
PARAMETRY TECHNICZNE KOMPONENTÓW
Czopiarka pozioma A
Połączenie palcowe poziome / 50 x 25)
120 sztuk/minuta PCS/MIN
X 500 mm średnia długość podawania MM ŚREDNIA DŁUGOŚĆ PODANIA**/1000 MM
X 480 minut/zmiana MIN /SHIFT
X 0,8 współczynnik wykorzystania RATE OF UTILIZATION =23040 metrów/zmiana M /SHIFT=28,80 metrów sześciennych M³
Wydajność prasy (6 m)
10 sztuk/minutę PIECES/MIN
X 6,2 metra/minutę M /MIN
X 480 minut/zmianę MIN /SHIFT
X 0,8 Wskaźnik wykorzystania RATE OF UTILIZATION =23808 metrów/zmianę M /SHIFT=29,76 metrów sześciennych M³
DANE TECHNICZNE: SYSTEM PODAWANIA
Rozmiar roboczy L=150 9 00 T=1 5 60 W=25 150
Urządzenie do transportu materiału wsadowego silnik z przerywanym zasilaniem 2HP + 1:10
A DANE TECHNICZNE: Automatyczny podajnik

Rozmiar roboczy materiału L=150- 900mm G=1 5-60mm S=25 -150mm
Silnik serwo z przerywanym zasilaniem 2 kW
B:

Silnik serwo z przerywanym podawaniem 2 KW
Silnik podający z szczotką 2HP

Rozmiar roboczy materiału L=150- 900mm G=1 5-60mm S=25 -150mm
Silnik serwo głównego łańcucha podającego 15 kW + 1 : 40
Prędkość podawania roboczego 120-150 szt./min
Silnik podawania wstecznego 2 kW + 1 : 5
Silnik serwo urządzenia dociskającego w górę/w dół 1 kW
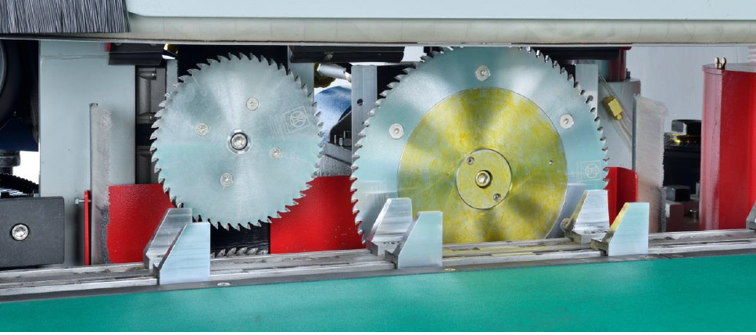
C1 Specyfikacja techniczna: Czopiarka pozioma (prawa strona)
Moc silnika wrzeciona: 15 KW *1 szt.
Rozmiar wrzeciona ID50(70)mm
Średnica zewnętrzna noża palcowego OD250mm
Prędkość obrotowa wrzeciona 4600 obr./min
Moc piły odcinającej 11 KW *1 szt.
Wymiary piły odcinającej 305 mm x 80T x 5 mm (z ostrzem piły)
290 mm x 40T x 5 mm (z ostrzem piły)
Prędkość obrotowa piły odcinającej, 4300 obr./min
Moc piły do rowków 3 KM *2 szt.
Wymiary piły do rowków, piła do rowków 180 mm x 50T x 5 mm (z ostrzem piły)
Prędkość obrotowa wrzeciona piły do rowków, 4200 obr./min
C2 SPECYFIKACJA MECHANICZNA: URZĄDZENIE KSZTAŁTUJĄCE (Lewa Strona)
Moc silnika silnik wrzeciona palcowego 15 KW *1 szt.
Rozmiar osi wrzeciona ID50(70)mm
Średnica zewnętrzna noża palcowego OD250mm
Prędkość obrotowa wrzeciona palcowego 4600 obr./min
Moc piły odcinającej 11KW *1 szt.
Rozmiar, piła odcinająca 305 mm x 80T x 5 mm (z ostrzem piły)
Prędkość obrotowa piły do cięcia RPM, 4300 obr./min
Moc piły do rowków 3 KM *2 szt.
Rozmiar piły do rowków, piła do rowków 180 mm x 50T x 5 mm
Prędkość obrotowa wrzeciona piły do rowków, 4200 obr./min
Urządzenie do pozycjonowania wysokości
Detektor do elementów bez kleju i ich usuwanie
Kontrola wyrównania
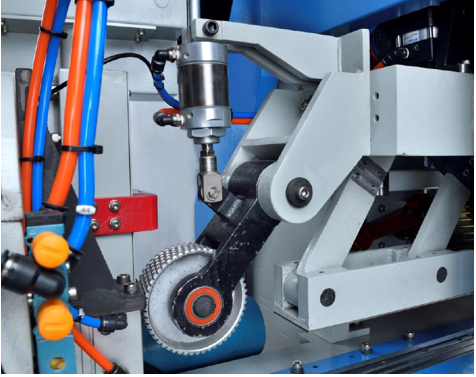
Tryb nakładania kleju APQUIP SYSTEMS ( Canada)

Apquip od 1974 roku projektuje systemy klejenia metodą wytłaczania do łączenia na mikrowczepy na całym świecie. Zaprojektowaliśmy urządzenia do modernizacji istniejących aplikacji, a także dostarczyliśmy systemy klejenia dla wielu producentów OEM łączeń na mikrowczepy. Nasze aplikatory poziome są wykorzystywane do produkcji do 200 zaczepów na minutę. Dostarczyliśmy również urządzenia aplikacyjne do pionowych maszyn do łączenia na mikrowczepy, takich jak Cook Bollinger, CKM, Dimter, GreCon, IIda, Lakeland i Tahei. Nasze poziome systemy łączenia na mikrowczepy są stosowane w maszynach do łączenia na mikrowczepy Conception RP, Doucet, GreCon, Obles, Industrial, Kikukawa i Western Pneumatics.
Nasze aplikatory są wykonywane na zamówienie zgodnie z dokładnymi specyfikacjami klienta, na podstawie lustrzanego odbicia profilu drewna. Współpracujemy z producentami noży do cięcia drewna, aby na podstawie specyfikacji noży określić odpowiednią geometrię aplikatora i zapewnić jego prawidłowe dopasowanie do profilu drewna. Nasze aplikatory są wykonane ze stali nierdzewnej, co zapewnia wysoką odporność na korozję i trwałość. Aplikatory można czyścić wodą, chemicznymi środkami czyszczącymi i podgrzewać w zależności od używanego kleju.
Precyzyjne wsporniki są produkowane tak, aby pasowały do wymagań przestrzennych klienta. Produkujemy standardową linię wsporników regulacyjnych X, Y, które są sprężynowe, co zapewnia długą żywotność sprzętu. Projektujemy również wsporniki na zamówienie, aby dopasować je do zastosowań w ograniczonej przestrzeni.
Bliska współpraca z producentami klejów przez ostatnie 40 lat pozwoliła nam być na bieżąco z najnowszymi technologiami klejenia. Niezależnie od tego, czy potrzebujesz systemu do klejów EPI, PVAC, rezorcyny, melaminy czy PUR, Apquip może zaprojektować system „pod klucz”, który spełni Twoje wymagania. Nasza pełna linia systemów pompujących, obejmująca zbiorniki ciśnieniowe, pompy tłokowe, pompy membranowe, pompy zębate i mieszalniki dozujące, gwarantuje, że nasze urządzenia spełnią Twoje potrzeby.
Niezależne sterowanie PLC może sygnalizować rozpoczęcie i zatrzymanie przepływu kleju, mierzyć przepływ kleju, cykle przedmuchiwania, kontrolować objętość i wizualnie sprawdzać profil, aby zapewnić prawidłowe nakładanie kleju.
Nasze szybko reagujące zawory kleju uruchamiają i zatrzymują przepływ kleju przy minimalnym czyszczeniu i konserwacji. Różnorodne mieszanki uszczelniające i materiały szpuli pozwalają nam pracować z większością klejów stosowanych obecnie w branży. Nasze zawory można zamontować w różnych uchwytach montażowych już dostępnych w istniejących złączach palcowych.
Nasze systemy zostały zaprojektowane do pracy w trudnych warunkach, dzięki solidnej konstrukcji i komponentom odpornym nawet na najtrudniejsze warunki środowiskowe.
Standardowa wysokość głowicy nakładającej klej
H=60 mm. Rozstaw 3,8 mm. L=8 mm (rozmiary specjalne na zamówienie)
K Specyfikacja techniczna maszyny: System Outfeed

Prędkość podawania : 70M/min
Moc napędu Power 3HP * 1pcs
Moc napędu bocznego: 0.5HP+1:03
G:
Specyfikacja techniczna : PRE-JOIN Wstępne łączenie

Wymiary robocze: S=20mm~150mm. W=15mm~90mm. D=6500mm
Moc napędu łańcucha podającego : 3HP*2pcs
Przetwornica częstotliwości podawania 7,5 HP * 1 szt.
Typ łańcucha : płaski dwurzędowy
Prędkość podawania 10 m~90 m/min
Moc napędu rolki podającej poziomej 2 HP*2
Przetwornica częstotliwości podawania poziomego 5 HP*1
H: Specyfikacja mechaniczna: Prasa 6-metrowa

Wymiary robocze: W = 20 mm ~ 150 mm. H = 15 mm ~ 75 mm L = 6000 mm
Moc górnego i dolnego wałka 2 KM * 4 szt.
Falownik podajnika 5 KM * 2 szt.
Prędkość podajnika:10 m~90 m/min
Piła odcinająca, moc 5 KM * 1 szt.
Wymiary piły odcinającej: 355 mm x 120 T x 25,4 mm * 1 szt.
Piła odcinająca, prędkość obrotowa 2850 obr./min
Moc hydrauliczna 20 KM * 1 szt. (zbiornik oleju szybkiego działania)
Ciśnienie hydrauliczne 140 kN
Możliwość cięcia 5 elementów o długości 1200 mm lub 6 elementów o długości 900 mm
Należy pamiętać, że tolerancja i dokładność długości elementów nie jest taka sama jak w przypadku cięcia piłą optymalizującą.
CZĘŚCI MECHANICZNE MARKA
Wbudowany modem do zdalnej diagnostyki i napraw
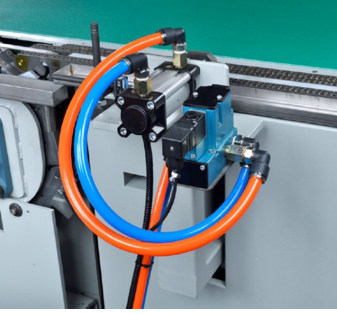
Cylinder pneumatyczny / AIRTAC – TAIWAN
Zawór elektromagnetyczny Taiwan Airtac / AIRTAC – TAIWAN & MAC-USA (standard amerykański)
Prowadnica liniowa : Taiwan PMI / PMI– TAIWAN
PLC: Mitsubishi – Japonia
Falowniki / INVERTER: Schneider – Francja & ABB – Szwajcaria
ELEMENTY ELEKTRYCZNE /: Francja SCHNEIDER – FRANCE
ZAWORY ELEKTROMAGNETYCZNE HYDRAULICZNE : Tajwan YUSAN / YUSAN-TAIWAN
ŁOŻYSKA : Japonia NSK&NACHI / NSK&NACHI – JAPAN
Silniki /: FUKUTA – TAIWAN
Serwomotory / SERVO MOTOR: MITSUBISHI – JAPAN
Przełączniki fotoelektryczne /: LEUZE &SICK-Germany
Przewody elektryczne /: IGUS-GERMANY
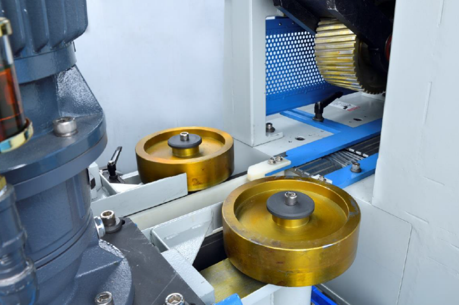
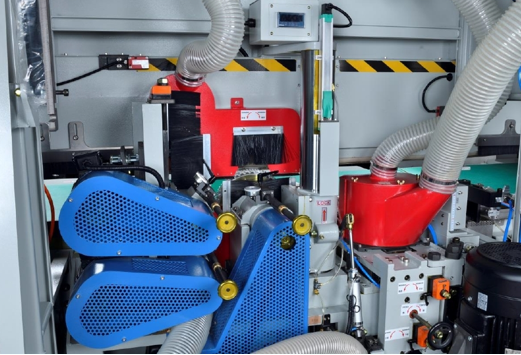
Jednym z najważniejszych elementów urządzenia szczotkującego jest obrót dzielący.
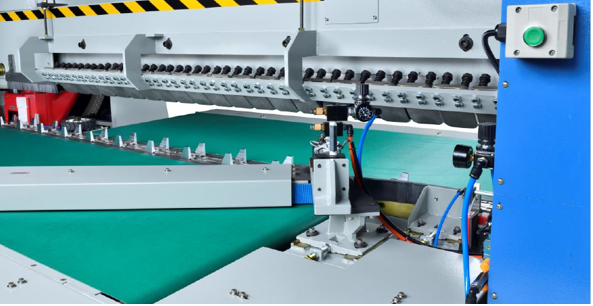
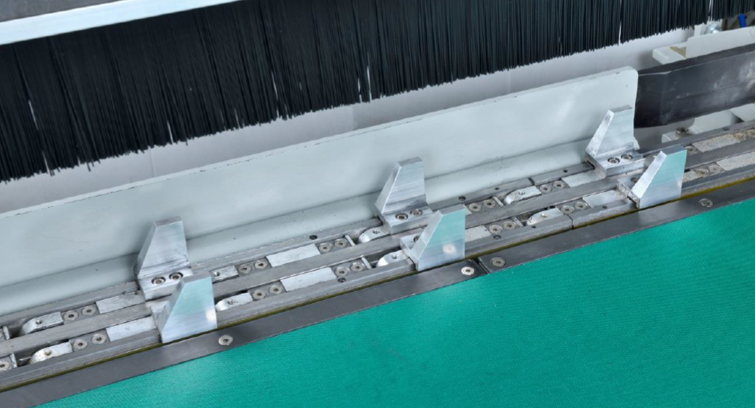
STABILNY HAK I SYSTEM SZYN DO POZIOMEGO KSZTAŁTOWNIKA PALCÓW
KONTROLA System (KICKER) , automatycznie wykrywa wadliwe kształty zębów i usuwa wadliwy materiał z linii produkcyjnej..
PODWÓJNA PIŁA DO CIĘCIA, ZWIĘKSZA STABILNOŚĆ
Główny element konstrukcyjny zapewnia większą integralność powierzchni połączenia (bez rozdarć).
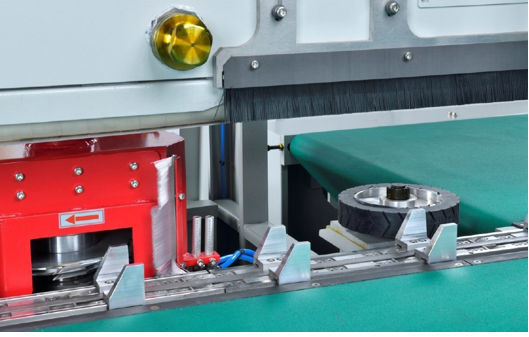
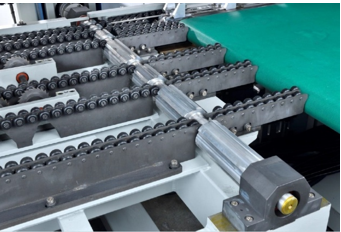
W odróżnieniu od łatwo ulegającej uszkodzeniu konstrukcji sprężynowej, w obszarze docisku i dociskania materiału zastosowaliśmy konstrukcję z miękkiego węża.
Między dwiema maszynami do czopowania zastosowano konstrukcję z buforem, która zmniejsza zużycie maszyn i umożliwia szybkie usuwanie nieprawidłowości.
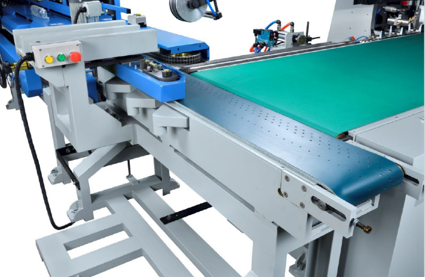
Przenośnik z otworami zapewnia stabilny transport drewna, które nie pozostaje na blacie. Przenośnik narożny musi być połączony z systemem odpylania.
Pozioma maszyna do łączenia na złącza wpustowe posiada specjalne przednie koła podające, które umieszczają drewno w prawidłowej pozycji.
Urządzenie dociskające do odbioru z przenośnika taśmowego, zapobiegające podskakiwaniu drewna
Zostaw nam swój kontakt, oddzwonimy i omówimy wszelkie szczegóły

Poznaj nas
Firma GANTECH to licencjonowany dealer z wieloma producentami maszyn stolarskich, dostarczając na rynek polski najwyższej jakości urządzenia. Zrealizujemy twoje zamówienie od wysyłki po montaż oraz kurs obsługi. 
